Innovacorp India is a premier manufacturer of Flotation Flocculants in Roorkee, empowering modern industrial separation. Our range supports air-flotation clarity and impurity recovery for Roorkee's engineering and chemical sectors, helping units achieve superior process speed and enhanced liquid quality.
Manufacturing units in Bhagwanpur require high-efficiency flotation for oily effluent. Our specialized Flotation Flocculant solutions in Roorkee ensure every system reaches its maximum separation potential.
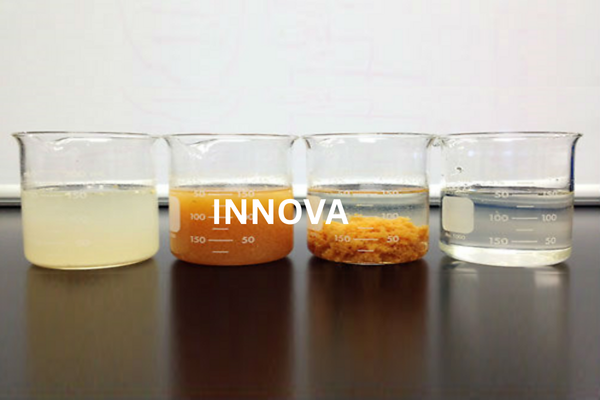
Our Flotation Polymers in Roorkee are high-molecular-weight agents that work by aggregating microscopic particles into stable, lightweight flocs. These flocs have a high affinity for air bubbles, critical for lowering ICUMSA color values in Roorkee sugar production.
Produced at our GIDC Dahej facility, Innovacorp’s Flotation Flocculants are available in various grades to suit Roorkee's specific process pH. We provide expert technical support, including flotation cell audits in Roorkee, to help you achieve world-class sugar quality.
Conclusion:
Innovacorp Flotation Flocculants are an indispensable aid for
Roorkee sugar
producers striving for maximum efficiency. By ensuring complete impurity removal, we help
Roorkee enterprises achieve higher recovery and sustainable profitability.
Elevate your juice quality in Roorkee with Innovacorp’s advanced flotation technology.
© 2026 Innovacorp India Pvt Ltd. All Rights Reserved. Managed & Developed by Innova Corporate India